Контролюємо дугового проміжок
На початкових етапах навчання зварюванні дуже важливо виробити навички правильного формування дугового проміжку. Дуговий проміжок — це термін, яким позначається невеликий проміжок між електродом і провариваемым металом.
Навчившись регулювати довжину дуги, можна забезпечити якісний результат. Дуги бувають 3 видів:
- Коротка дуга — близько 1 мм. Шов повинен вийти опуклий. На тому місці, де шов з’єднується з металом, може з’явитися дефект (підрізка). Це маленька канавка, паралельна шву, яка зменшує його міцність.
- Нормальна дуга — нормальною вважається дуга, ширина якої не перевищує 3 мм.
- Довга дуга — досить важка у виконанні і стабілізації. Дуга погано захищена від впливу повітря та атмосфери, гірше прогріває метал, і шов виходить неглибокий.
Формуємо правильний зварювальний шов і не допускаємо дефектів
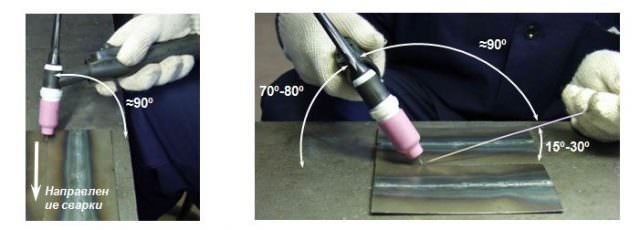
Якість шва при зварюванні — це навичка, що виробляється з досвідом. Крім придавливающих рухів по крайці зварювання, майстер повинен виконувати поперечні рухи — для забезпечення якісного провару. Якщо метал тонке і його товщина не перевищує 4 мм, то поперечних рухів виконувати не варто. Щоб отримати плоский шов, потрібно нахиляти електрод під різними кутами.
До найпоширеніших дефектів і проблем при зварюванні інвертором у новачків можна віднести:
- Підріз — виникає в тих випадках, коли плавкого металу не вистачає, щоб заповнити ванну. Уникнути цього дефекту можна тільки ретельно контролюючи товщину образовываемой ванній.
- Неможливість управляти ванною — дефект виникає, якщо зварювальник за незнання нахиляє електрод занадто сильно.