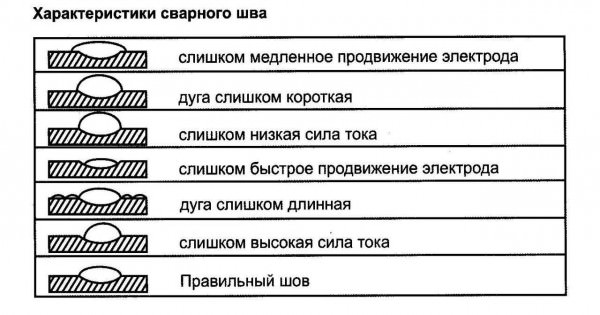
Швидкість ведення зварювання
Якщо варити занадто повільно, є ризик перегріву металу, пропалення. Шов вийде напівкруглим, опуклим.
Швидкий рух електрода призведе до непровару, переривчастого шва. Шов вийде вузький, з включеннями шлаку і раковинами.
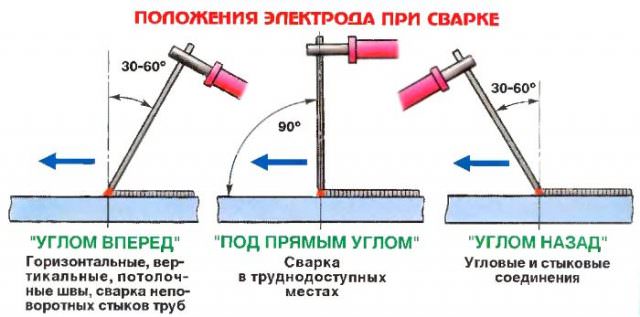
Положення електрода
Класична рекомендація початківцям зварювальникам — тримати електрод протягом усього шва під однаковим кутом.
Якщо тримати перпендикулярно, буде зайвий прогрів деталі, що може призвести до прожогу.
Малий кут нахилу призведе до утворення раковин, контролювати при цьому шов складніше.
Краще за все тримати під кутом 45 градусів.
Електрод не повинен «штовхати» шов, а «тягти» його. Це забезпечує оптимальний прогрів, рівномірність шва, контрольованість зварної ванни.
Варимо правильно
Зварювання металу має багато особливостей і труднощів. Головне при веденні шва — не марнувати метал, при цьому проплавлять крайки.
Тонкий метал, корінь шва деталей із зазором можна зварювати методом «у відрив». Запалюється дуга, утворюється зварювальна ванна. Електрод різко піднімається, дуга гасне, ванна починає остигати і знову запалюється дуга в кінці неї.
Зварювання товстого металу, наплавлення тіла шва проводиться без відриву. Запалюється дуга, зварювальна ванна поступово ведеться уздовж шва. При необхідності відбуваються коливальні рухи.
Якщо електрод закінчився, очищаємо шлак. У місці завершення ванни утворюється западина — кратер. Нова дуга розмішується в кратері попередньої, і зварювання йде далі.