Варіанти виготовлення апарату для зварювання
В окремих випадках інвертор необхідно виготовити самостійно. Щоб спростити завдання, береться трансформатор заводського виготовлення або з первинною обмоткою, вторинна перемотується самостійно. Фахівці стверджують, що потужність приладу повинна становити 500-1000 Вт, а сердечник мати на перетині від 25 мм2. Первинну обмотку 220 В слід виконувати мідним дротом ПЭВТ в захищеному виконанні Ø 1,5-2 мм. Для вторинної обмотки напругою 18-24 В використовують мідний дріт 15-20 кв. мм.

Оптимальним є вихідна напруга 12-24 Ст. При значеннях, що перевищують номінальні, відбувається перегрів скрутки, як наслідок, якість міді погіршується, вона починає кришитися, розлітатися. Тому потрібно знижувати напруга, а струм зварювальної дуги збільшувати. Для цього вторинну обмотку перемотують, розділивши на дві рівні частини. Їх намотують одночасно і з’єднують паралельно. Якщо збірка зроблена правильно, то дуга горить стійко, електрод не залипає. Якщо він прилипає, то струм зварювальної дуги слабкий, недостатньо потужності трансформатора.
Використовуючи стандартні трансформатори напругою 36 В, падіння напруги до нормальних значень отримують збільшенням довжини зварювальних кабелів до трьох метрів. Але виникає небезпека, що не вистачить потужності для вироблення необхідної сили струму.
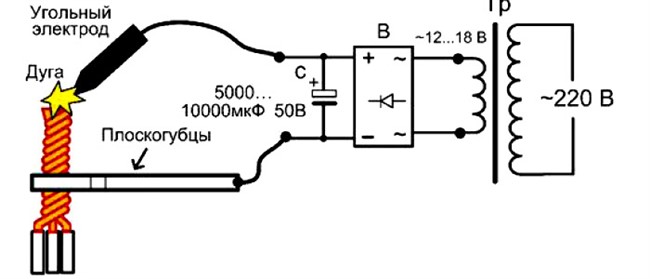
Ще один варіант – установка силового мостового випрямляча з конденсатором. Посадка випрямного моста з струмом 90-100 А здійснюється на радіаторі, а конденсаторна ємність 5000… 10000 мкФ, набираемая паралельно з конденсаторів меншої ємності, «плюсом» прикладається до електрода. Заряду конденсатора вистачає на 2-3 секунди підтримки стійкої дуги.