Металеві ковані елементи в декорі, та й просто в господарстві, дуже популярні з-за їх краси і міцності. Дещо вигнутих особливим чином прутків легко перетворюються віконну решітку або хвіртку. Причому для цього зовсім не потрібна повноцінна кузня, достатньо мати кілька пристосувань.
Кування без нагріву – достоїнства і недоліки
Способів обробки металу існує досить багато, але більшість їх потребує застосування технологій промислового масштабу, в тому числі прокат, штампування, виливок, фрезерні та токарні роботи. Вручну сталь можна формувати тільки куванням, шляхом нагрівання і обробки спеціальними інструментами. Як правило, для цього необхідно наносити сильні удари, але також використовуються техніки витягування і скручування. Гаряча художня ковка хороша тим, що при підвищенні температури метал стає пластичним, і його критична решітка деформується, але не руйнується. Однак така технологія вимагає від майстра наявності ряду навичок і досить великого досвіду.
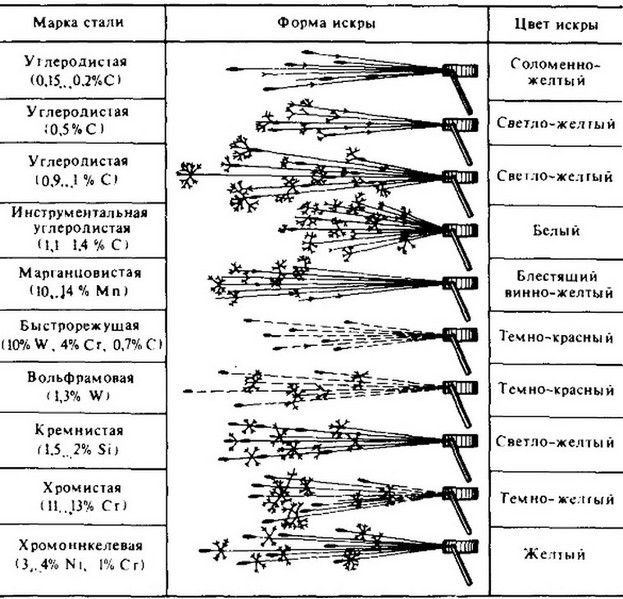
Набагато простіше отримати потрібну форму без нагріву, згинанням або крученням. Але якщо при гарячої ковки ми зможемо в тій чи іншій мірі змінити форму навіть великої заготівлі, якщо вдасться її прогріти, то холодна обробка накладає обмеження. По-перше, використовується металопрокат, який досить легко піддасться докладеним зусиллям. Зазвичай згинання до потрібної форми піддають прутки квадратного і круглого перерізу до 15 міліметрів. При цьому часто потрібні спеціальні важелі для збільшення м’язової сили. По-друге, сталь повинна бути досить м’якою і пластичною, краще всього підходить для цієї мети низьковуглецевий не гартована. Визначити підходящу можна, порівнюючи появу іскор при точінні з таблицею.
Гідність холодної ковки в тому, що основні шаблони для згинання металу можна зробити в найкоротші терміни, маючи лише зварювальний апарат і деяку кількість тих же прутків і металевих смуг.
Правда, так ми зможемо виготовити лише найпростіші упори для отримання гнутих декоративних елементів, закручених з прутка по спіралі. Для більш складних виробів потрібні пристосування з декількох взаємно рухомих вузлів, які також можна зробити своїми руками. Про них ми поговоримо далі. До недоліків можна віднести те, що при холодному гнутті металу порушується його кристалічна решітка, тобто в цьому місці матеріал стає більш ламким. Кілька вигинів на одній ділянці майже напевно приведуть до появи мікротріщин, тому зіпсовану заготівлю, як правило, не переробляють.
Просто гнемо метал – гнутик в допомогу
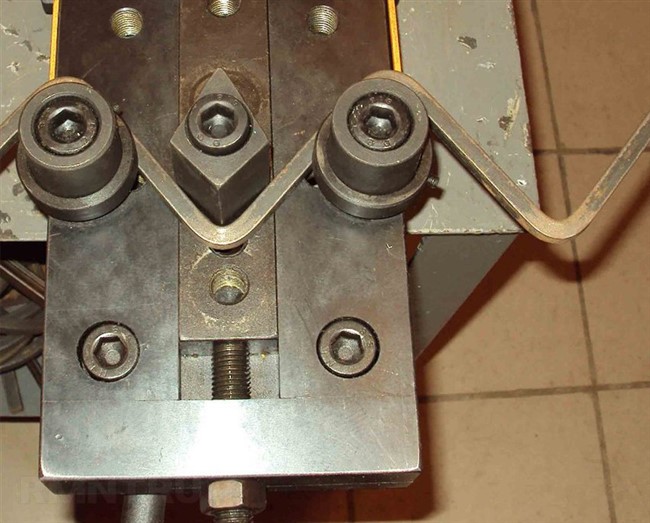
В принципі, щоб отримати з прутка дугу з певним радіусом, можна задіяти звичайний трубогиб. Але іноді потрібно отримати кут близько 90 градусів або навіть гострий. У цьому випадку знадобиться спеціальне обладнання – гнутик. Як правило, даний верстат, що складається з двох нерухомих роликів і рухається між ними планки з клином, орієнтований горизонтально. Центральний вузол переміщається поступально на закріпленій під підставою гвинті, за допомогою воротка. Саме таке пристосування самостійно зробити досить складно. Зате його можна замінити лише двома упорами. Приміром, двома дуже товстими болтами, вкрученими в металеву стільницю або товсту дошку верстата. Вставляємо пруток між ними, на один стрижень робимо наголос, через другий гнемо, правда, виключно “на око”.
Більш доступний для самостійного виготовлення варіант верстата – вертикальний. Вузька прямокутна рама встановлюється на міцну масивну підставку, в ній жорстко закріплюються два напрямні стрижня з одягненою на них станиною, в центрі якої просвердлюється отвір з різьбленням. Таке ж розташовується співвісно у верхній планці рами. Далі через раму і станину вкручується довгий вал з різьбленням, на верхньому кінці якого жорстко закріплений воріт.
До станини збоку приварюється або прикручується болтами, що набагато зручніше, сталевий клин. На бічних стійках рами закріплюються на одному рівні по горизонталі два валика. Тепер, обертаючи гвинт, ви зможете опустити або підняти станину з клином, який буде збільшувати або послаблювати тиск на укладений між ним і валиками пруток. Знімний клин для гнутика, з додатковими насадками різної форми, дозволить вам змінювати кут згину металевої заготовки.
Робимо спіралі – підготовка шаблону і освоєння техніки
Дуже багато елементів у холодній куванні засноване на завитках. Так називається пруток, вигнутий з до архімедового спіралі. Однак при цьому готові декоративні форми можуть бути різними: равлики, волюти, червонки. Перші являють собою подобу коми, з одного боку стрижень світ в спіраль, з іншого – залишається прямим. Другий тип має обидва кінця, закручені в завитки в одну сторону. Третій же більше схожий на латинську букву S, тобто в спіралі кінці дроту загинають в різні сторони. Всі ці готові ковані вироби потім розташовують у загальному малюнку узору віконної решітки або металевої огорожі, хвіртки або стулки воріт.
Щоб отримати потрібний завиток, робимо шаблон. Він може бути жорстко закріпленим на підставі, або ж складною, зібраним з декількох окремих деталей. Перший варіант виготовляється досить просто. Для основи потрібно круглий або квадратний аркуш, розмір якого залежить від величини шаблону (для початку краще обмежитися маленьким). Далі беремо кілька відрізків стрижня з круглим перетином довжиною до 3 сантиметрів. Малюємо архимедову спіраль і з внутрішньої її сторони відзначаємо точки, де будуть приварені вертикально обрізки дроту, які відразу жорстко фіксуємо кількома прихваточными точками дугового зварювання.
Потім від центрального стрижня починаємо приварювати до обрезкам прутка смугу толстого, не менше 3 міліметрів, металу, поступово згинаючи її по намальованій лінії. Де необхідно, злегка постукуємо молотком, але в основному доведеться застосовувати мускульну силу. Роботу кілька полегшить важіль притискної з двома бічними перпендикулярними упорами, що має форму літери F. Причому на другий від кінця перекладині бажано відразу насадити і приварити великий підшипник, що значно полегшить згинання дроту. Коли сталева смуга займе своє місце, приварите із зовнішнього її боку у центру спіралі, з невеликим відступом, ще один вертикальний стрижень, бажано вставивши його в заздалегідь підготовлений отвір. Саме між ним і шаблоном буде зажиматься пруток на початку згинання.
Збірний варіант робиться схожим чином, тільки обрізки толстого стрижня беруться довгі і не приварюються. По заздалегідь зробленій лінії висвердлюють отвори, в них вставляються обточені точно під діаметр перфорації фрагменти прутка, приблизно до середини, можна навіть більше. Тобто їх товщина повинна бути трохи більше діаметру свердла. До них приварюється смуга металу, зігнута по тій же лінії, після чого нарізати на сегменти. Тепер, встановивши перший з них, з центром спіралі, і поставивши у відповідний отвір упор, ви зможете почати гибку, поступово додаючи такі сегменти до отримання потрібної кількості витків. Зручність даного типу в тому, що пруток закладається в шаблон відразу горизонтально. У той час як з монолітним варіантом його доводиться вставляти, задираючи утримується в руках кінець, і поступово опускаючи, у міру закручування.
Завивка стрижня гвинтом – споруджуємо найпростіший твістер
По суті, це самий простий верстат з усіх, які можна виготовити для холодної ковки. Встановити його можна навіть на столярний верстат, хоча краще, якщо це будуть спеціальні козли. Вся конструкція буде базуватися на підставі з швелера або квадратного профілю. З одного боку жорстко закріплюємо основний блок обертається у вертикальній станині труби, усередині якої розташовується патрон або бічній гвинтовий затиск. На іншому кінці труби приварюють перпендикулярно 3-4 рукоятки ворота. Далі з двох обрізків швелера або куточків і металевої пластини робимо рухому рамку на підставі, так, щоб вона не хиталася, щільно охоплюючи поздовжню базу верстата. На ній закріплюємо другу станину з патроном або гвинтовий затиск, на цей раз не обертається.

Тепер залишається тільки закріпити пруток з обох кінців у патроні ворота і зрушеної на необхідну відстань затискний станині, ковзної по основі. Починаємо обертати трубу з закріпленим найближчим до вас кінцем прутка, другий кінець жорстко утримується зажимом. У підсумку на напівфабрикаті металопрокату утворюється виток, потім поруч з ним другий. Довівши їх кількість до потрібного, ви побачите, що пруток став коротшим, а змінна станина помітно присунулася. Слід дотримуватися одне правило – обороти повинні бути завжди повними. Тобто останній не слід завершувати на першій або другій третині, докрутите воріт до кінця. Для цього верхню площину прутка краще промаркувати, і відмітка завжди повинен бути згори.
Торсіон або кошик – робимо складний декоративний елемент
Верстат для виготовлення такої деталі створити дещо важче, ніж твістер, але цілком під силу навіть початківцю. За основу беремо таку ж базу з швелера або квадратного профілю, як описана вище, і робимо все те ж саме, за винятком однієї деталі. Труба повинна бути досить довгою і проходити крізь обидві станини. На рухомий, зробленої з товстої пластини металу свердляться 4 отвори, розташовані квадратом (їх краще забезпечити бічними гвинтовими затискачами).
У центрі повинно розташовуватися наскрізне гніздо для труби, по якій станина має ковзати. Вузол з коміром виглядає інакше, пластина з 4 отворами (теж з гвинтами) висвердлюється посередині, після чого насаджується і припаюється на трубу, яка повинна обертатися в гнізді станини за допомогою 3-4 рукояток.
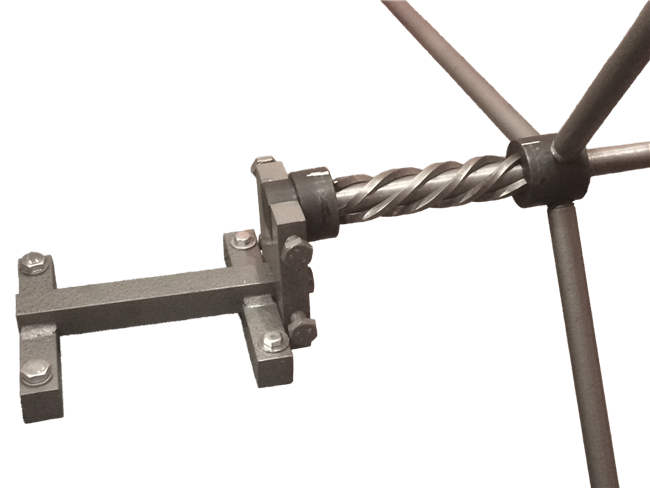
Пристрій може працювати і інакше – воріт вільно рухається вздовж труби, а основна станина утримує прутки. Результат буде той же. Встановлюємо отвори, розташовані квадратами так, щоб вони були сосни один одному. Протягуємо крізь далеку пластину прутки та затискаємо їх. Потім те ж саме робимо в станині ворота, який після фіксації заготовок починаємо повільно обертати. Стрижні по мірі збільшення кількості оборотів будуть обвиватися навколо труби. Тому далека станина повинна бути на невеликій відстані від ворота, близько 20 сантиметрів. Чим далі ви її спочатку зрушить, тим більше витків вийде, тим складніше буде кошик. Але, як правило, рідко робиться більше двох повних обертів. З отриманих заготовок збирається і зварюється кошик.
Хвилі – згинаємо пруток по синусоїді
В даному елементі немає нічого складного. Все, що потрібно, це два металевих шківа, з двома отворами під болтовою кріплення і одним центральним для важеля. Також підготуємо основу з товстого сталевого листа з перфорацією, зробленої через рівні проміжки на одній лінії. Відстань між высверленными наскрізними гніздами повинно бути трохи більше діаметру шківів, так, щоб покладені та закріплені поруч, вони мали між собою зазор для вільного проходу прутка.
На сталевому листі можна зробити багато отворів з кроком, яким буде кратно відстань між кріпленнями. Також потрібно важіль з двома бічними поперечинами круглого перерізу, крайня з яких буде вставлятися в центральне гніздо. Друга має притискати до шківа згинальний пруток, тому повинна бути віддалена від крайньої на відповідну відстань.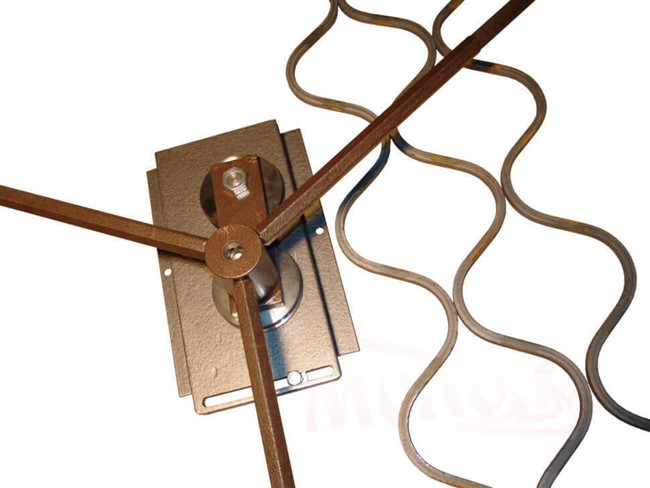
Встановлюємо шківи на основу, жорстко закріпивши болтами. Просовуємо між ними пруток, тепер один з них буде служити упором, а другий – шаблоном для загинання. Саме в нього і вставляємо важіль, яким проводимо дугу, формуючи потрібний діаметр першої хвилі. Розгортаємо пруток так, щоб отримана хвиля охопила наполеглива шків. Обводимо другий вигин, знову розгортаємо заготовку. І так, поки стрижень не буде повністю перетворений на синусоїду або не буде зроблено відрізок потрібної довжини, який отпиливаем, і використовуємо в узорі.
Таким же чином можна робити і кільця, якщо взяти шківи товстіший, у вигляді невисоких циліндрів, а також завитки, звані червонками, S-образні. Щоб поперечина важеля краще ковзала навколо шківа, краще доповнити її підшипником або роликом, враховуючи необхідний проміжок для прутка.