Необхідність вигину профільної труби виникає при виготовленні заготовок для металевого каркаса теплиці, навіси, окремих деталей трубопроводів. Оскільки промислові вироби мають високу вартість і не завжди відповідають необхідним запитам, вигідніше зробити трубогибочні пристосування самостійно, щоб отримувати вироби з необхідним радіусом кривизни без деформацій, заломів стінок. Враховуючи великий вибір типів і розмірів пристосувань, що відрізняються складністю виготовлення, підібрати оптимальний варіант трубозгинаючого верстата буде нескладно.
Найпростіші конструкції саморобних пристосувань
Найпростіше рішення – вигин труб за шаблоном. Метод добре зарекомендував себе при виготовленні великої кількості заготовок одного типу. Зробити шаблон можна з дерев’яних дощок. Щоб під час роботи профіль не зісковзував, торці шаблону роблять з невеликим ухилом або встановлюють обмежувачі з будь-якого матеріалу. Враховуючи товщину стінок і діаметр згинаються труб, дошки вибирають товщиною не менше 2-3 див.

Закріпивши конструкцію до підлоги або іншій поверхні, встановлюють упор для металопрофілю. Вставивши його між упором і шаблоном, обережно натискають на інший кінець, забезпечуючи рівний притиск по всій поверхні.
Для полегшення притиску труб використовують додатковий важіль, важільну таль, лебідку.
Даний спосіб підходить для гнуття металопрофілю діаметром не більше 1 дюйма. При роботі з профілем більшого розміру замість дерев’яного шаблона використовують заготівлі арматури, витримуючи необхідний радіус, їх закріплюють у бетонній підставі.
Незважаючи на очевидні переваги, простоту запропонованого методу, складно домогтися повної відповідності всіх заготовок шаблонним розмірами, оскільки точність не завжди належного рівня. Ще один істотний недолік – необхідність виготовляти новий шаблон для отримання вигину іншого радіусу.
Трубогибочный верстат гідравлічного типу
Використання в конструкції стандартного домкрата дозволяє прискорити і полегшити проведення робіт. Його фіксують до планки, закріпленої на двох пружинах, які спрощують маніпуляції при заміні притискних сегментів, встановлення заготовок. Прямокутна конструкція зварюється з швелера за допомогою зварювального апарату, її висоту витримують відповідно висоті вильоту домкрата у висунутому положенні. Після установки на жорстку основу надійно закріплюють.
Перевагами конструкції гідравлічної є:
- легкість виготовлення;
- низька вартість;
- використання доступних матеріалів, що особливо актуально при наявності вільного домкрата, а також роликів, трафаретів, сегментів від трубозгинаючого пристосування гвинтового типу;
- саморобний верстат забезпечує високу якість вигину будь-якого профільного матеріалу в холодному стані.
Домкрат вантажопідйомністю не менше 3-5 тонн виконує функцію штовхача. Щоб отримати якісний гинув, необхідні стандартні фабричні ролики, що забезпечують щільне прилягання оброблюваного матеріалу по всій поверхні. Наявність роликів різного діаметра дозволить гнути будь профільний матеріал.

Профіль спирається на два круглих штифта. Переставляючи їх в інші отвори, і збільшуючи або зменшуючи між ними відстань – змінюють радіус кривизни. Щоб конструкція вийшла розбірний, сталеву раму з іншими деталями скріплюють болтовими з’єднаннями. Тоді при бажанні вона розбирається, і домкрат може використовуватися за прямим призначенням. На підставі рами розташовані отвори для кріплення станини до будь-якої опори, наприклад до дерев’яної підлоги. Додаткова стійкість полегшує проведення трубозгинальні операцій.
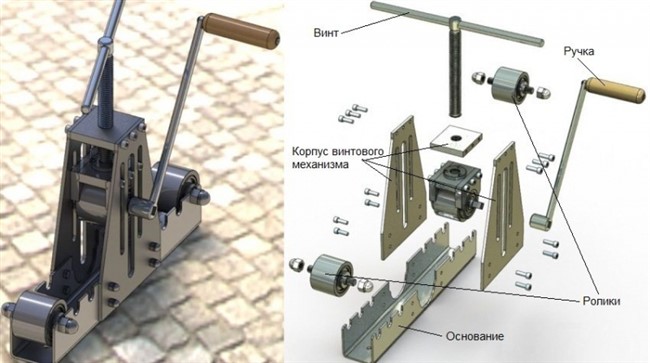
Виготовлення прокатного трубогиба
Його принцип дії значно відрізняється від пристроїв притискного типу:
- Укладання профілю здійснюється на нижні опорні ролики. Третій ролик, опускаючись зверху, притискає профіль, надійно закріплюючи його в заданій позиції.
- При обертанні рукоятки прикладається зусилля передається на верхній ролик, він приходить в рух і виріб переміщається в подовжньому напрямі вперед-назад. Якщо обертання передається на бічні вали, то через зірочки однакового діаметра їх з’єднують ланцюгом.
- Для додання необхідного радіусу здійснюють притиск верхнього ролика, постійно прокочуючи профіль. Швидкість подачі і сила притиску підбираються експериментальним шляхом.
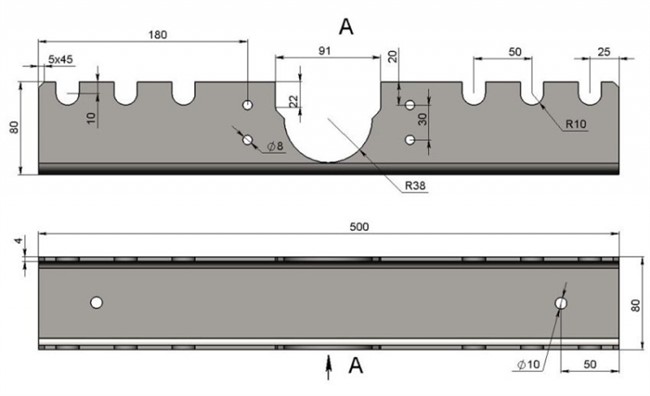
Приступаючи до складання, в якості основи використовують відріз сталевого швелера 80х80х4.
Оскільки для виготовлення роликів, обойм під підшипники необхідно токарне обладнання, то цю операцію краще довірити фахівцеві. Також потрібно виточити три вала, два з яких фіксують на підставі, а третій (верхній) підвішують на пружинах.
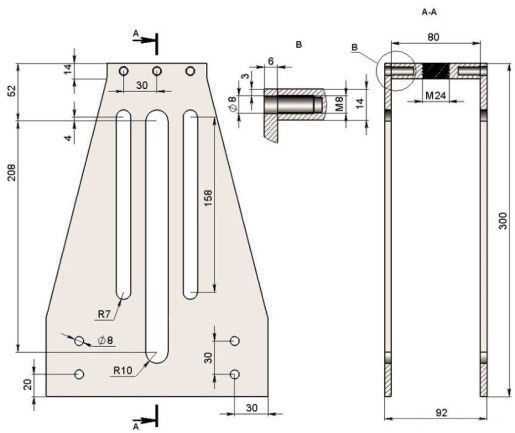
Виготовляють полку з 50-міліметрового швелера у вигляді прямокутника з розмірами сторін 100х30 см, з отворами для кріплення верхнього валу. Зверху нарізають різьбу під гвинт переміщення вала, регулювання положення притискного ролика. Приступають до виготовлення корпусу гвинтового механізму, орієнтуючись на доданий креслення.
Всі деталі з’єднують між собою болтовими з’єднаннями, за допомогою зварювання. Полиця з притискним валом закріплюється на пружинах. Притискне зусилля може передаватися через гвинт шляхом обертання рукоятки або за допомогою домкрата, головна умова – це забезпечення легкості регулювання. Збірка трубогиба для профільної труби на цьому завершена.
Ручний верстат для малих радіусів
Якщо необхідно виготовити велику кількість заготовок невеликого радіусу, то використовують трубогиб-равлика, який складається з двох коліс різного діаметру, встановлених на вали. Один з кінців труби вставляється між упором і робочим колесом. Притискається ведучим колесом меншого діаметра до поверхні більшого шаблону. З початком процесу під дією провідного колеса вона згинається і повторює його форму. Хоча продуктивність даного пристосування значна, а якість згинання труб висока, але отримати заокруглення великого радіусу дуже складно.

Для виготовлення ручного пристрої цього типу потрібні такі матеріали та інструменти:
- лист металу товщиною від 6 мм і вище;
- робоче і притискний колеса;
- металеві куточки 50х50х2,5 мм;
- відріз товстостінної труби зовнішнім Діаметром 25 мм;
- квадратний пруток 20х20х40 мм;
- втулковий (підшипниковий) вузол обертання;
- гайки, шайби;
- молоток;
- кутова шліфмашина;
- зварювальний апарат;
- вимірювальний інструмент.
Схематиче зображення трубозгинаючого верстата для малих радіусів:

Розшифровка: 1 – упор; 2 – роз’ємне болтове з’єднання; 3 – важіль; 4 – напрямок згинання; 5 – притискний ролик; 6 – заготовка; 7 – робоче колесо.
Приступаючи до процесу виготовлення, визначають, які радіуси будуть найбільш затребувані, а також діаметри труб. Щоб розрахувати розмір вилки (міжосьова відстань від робочого колеса до ведучого), використовують формулу: a = d + r1 + r2 + 2.
- a – міжосьова відстань;
- d – діаметр профільної труби;
- r1 – радіус робочого колеса;
- r2 – притискного ролика
- 2 – додатковий зазор 2 мм.
Від розмірів робочого колеса прямо залежить величина внутрішнього радіуса отриманого відводу!

Визначаючи розмір вилки, між підставою і роликом додають зазор 10 мм, для осі робочого колеса – 30 мм. Більш точно довжину вилки визначають за формулою: с = a + r1 + 10 + 30 (мм). Зробити трубогибочні пристрій більш універсальним дозволяє наявність додаткових отворів на бічних поверхнях вилки. Зміну міжосьової відстані здійснюють, переставляючи вал ролика.
Незважаючи на просту конструкцію і доступність виробництва, характеристики згинального верстата не поступаються показникам промислових виробів. Тому трубогибу, зробленому своїми руками, завжди знайдеться застосування в будь-якому господарстві при спорудженні каркасів для легких металевих конструкцій, прокладці трубопроводів, виготовлення гнутих деталей.