Металеві ковані елементи в декорі, та й просто в господарстві, дуже популярні з-за їх краси і міцності. Дещо вигнутих особливим чином прутків легко перетворюються віконну решітку або хвіртку. Причому для цього зовсім не потрібна повноцінна кузня, достатньо мати кілька пристосувань.
Кування без нагріву – достоїнства і недоліки
Способів обробки металу існує досить багато, але більшість їх потребує застосування технологій промислового масштабу, в тому числі прокат, штампування, виливок, фрезерні та токарні роботи. Вручну сталь можна формувати тільки куванням, шляхом нагрівання і обробки спеціальними інструментами. Як правило, для цього необхідно наносити сильні удари, але також використовуються техніки витягування і скручування. Гаряча художня ковка хороша тим, що при підвищенні температури метал стає пластичним, і його критична решітка деформується, але не руйнується. Однак така технологія вимагає від майстра наявності ряду навичок і досить великого досвіду.
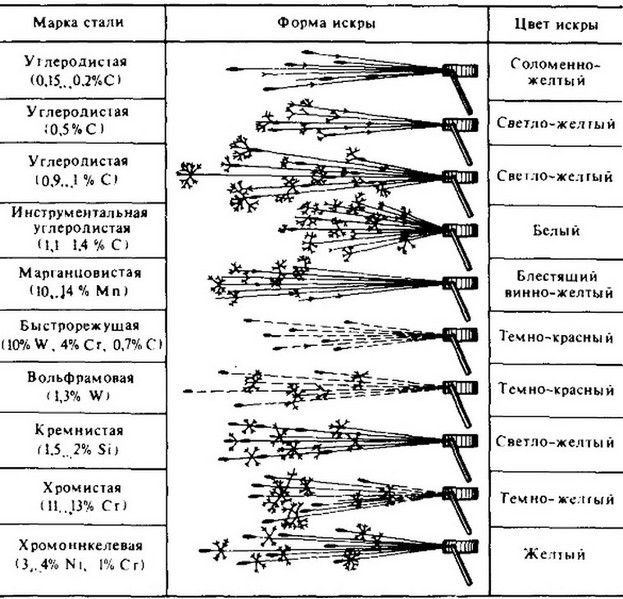
Набагато простіше отримати потрібну форму без нагріву, згинанням або крученням. Але якщо при гарячої ковки ми зможемо в тій чи іншій мірі змінити форму навіть великої заготівлі, якщо вдасться її прогріти, то холодна обробка накладає обмеження. По-перше, використовується металопрокат, який досить легко піддасться докладеним зусиллям. Зазвичай згинання до потрібної форми піддають прутки квадратного і круглого перерізу до 15 міліметрів. При цьому часто потрібні спеціальні важелі для збільшення м’язової сили. По-друге, сталь повинна бути досить м’якою і пластичною, краще всього підходить для цієї мети низьковуглецевий не гартована. Визначити підходящу можна, порівнюючи появу іскор при точінні з таблицею.
Гідність холодної ковки в тому, що основні шаблони для згинання металу можна зробити в найкоротші терміни, маючи лише зварювальний апарат і деяку кількість тих же прутків і металевих смуг.
Правда, так ми зможемо виготовити лише найпростіші упори для отримання гнутих декоративних елементів, закручених з прутка по спіралі. Для більш складних виробів потрібні пристосування з декількох взаємно рухомих вузлів, які також можна зробити своїми руками. Про них ми поговоримо далі. До недоліків можна віднести те, що при холодному гнутті металу порушується його кристалічна решітка, тобто в цьому місці матеріал стає більш ламким. Кілька вигинів на одній ділянці майже напевно приведуть до появи мікротріщин, тому зіпсовану заготівлю, як правило, не переробляють.